G-C0de G02 and G03 Circular Interpolation.
IN CNC Programming G02 and G03 plays a major role for the
circular tool movement along the planar axis.
G-CODE FORMAT:
N
G02 X_ Y_ R_F;
N
G02 X_ Y_I_J_F;
N
G03 X_Y_R_F;
N
G03 X_ Y_I_J_F;
Where as,
G02 - Clockwise
circular cutting movement.
G03 - Anti-clockwise
circular cutting movement.
X-Y_ - defines
the arc end point in the work co-ordinate system.
R - Defines
the length of the arc radius.
I_ J_ - Defines
the distance of the arc start point from the centre point of the arc.
F_- Defines
the feedrate along the arc movement.

Description:
·
The G-Code G02 Defines the clockwise circular
cutting movement at a set feed rate.
·
The G-Code G03 Defines the Anti-clockwise
circular cutting movement at a set feedrate.
·
I and J used in the program relates to the distance
in X and the Y axis.
·
I relates to X Axis direction (+/-) from the
start point of the arc to the arc centre as shown in below diagram.
·
J relates to Y Axis direction (+/-) from the
start point of the arc to the arc centre as shown in below diagram.
·
The axis of the circle or helix must be parallel
to the X-, Y- or Z-axis of the machine coordinate system

Note:
1.
When Programming arc using the Radius R the
value of R must be equal or greater than the half longest distance along axis.
2.
I0 and J0 in any program lines can be omitted.
3.
G02 G-Code can be written in Two ways G02 or G2
4.
G03 G-Code
can be written in Two ways G03 or G3
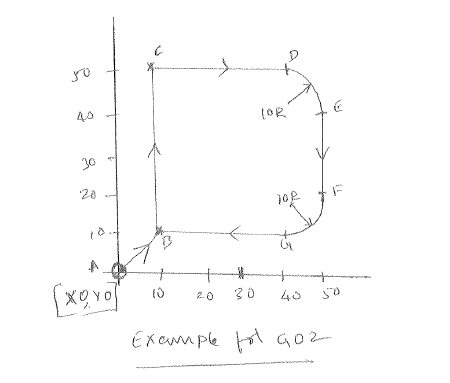
Example G02 Using I and J vectors: Example G02 Using Arc Radius:
G00 X0 Y0 Z50 G00
X0 Y0 Z50 (POINT A)
G01 Z0 F50 G01
Z0 F50
X10 Y10 X10
Y10 (POINT B)
Y50 Y50 (POINT C)
X40 X40 (POINT D)
G02 X50 Y40 I0 J-10 G02
X50 Y40 R10 (POINT E)
G01 Y20 G01
Y20 (POINT F)
G02 X40 Y10 I-10 J0 G02
X40 Y10 R10 (POINT G)
G01 X10 G01
X10 (POINT B)

Example G03 Using I and J vectors: Example G02 Using Arc Radius:
G00 X0 Y0 Z50 G00
X0 Y0 Z50 (POINT A)
G01 Z0 F50 G01
Z0 F50
G01 X10 Y10 G01
X10 Y10 (POINT B)
X40 X40 (POINT C)
G03 X50 Y20 I0 J10 G03
X50 Y20 R10 (POINT D)
G01 Y40 G01
Y40 (POINT E)
G03 X40 Y50 I-10 J0 G03
X40 Y50 R10 (POINT F)
G01 X10 G01
X10 (POINT
G)
Y10 Y10 (POINT
B)
If any query, please comment or contact me

