The machining centre
is a machine tool which is capable of doing multiple machining operations on a
work part in a single setup. Recent CNC machining centers are equipped with lot
of feature which can increase the production and time saving. Time saving on
CNC is a huge profit for the company.
The machining center designation refers to the orientation
of the machine spindle, and is classified as below:
- Vertical Machining centers (VMC).
- Horizontal Machining centers (HMC).
- Universal Machining centers (UMC).
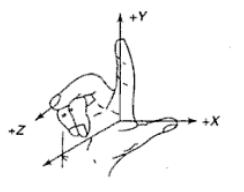
- Vertical machining centre (VMC):
These machines
have its spindle on a vertical axis relative to the work table and always
perpendicular to the machining bed. A vertical machining centre (VMC) is
typically used for flat work that requires tool access from top. E.g. mould and
die cavities, large components of aircraft. Vertical machining centers are
limited for the small type of components. These machines are less expensive
compared to the other machining centers.
Axes Designation in vertical machining
centers is as shown below:

2. Horizontal machining centre (HMC):
This type of
machines have the Z axis in the horizontal position and the part is loaded on
the table vertically in X and Y direction. Horizontal machining centers are used
for machining the cube shaped parts where tool access can be best achieved on
the sides of the cube. The number of setups can be reduced compared to the
Vertical machining centers. Some
horizontal machining centers have their bed in X and Y axis perpendicular to
the spindle and some have in X and Z axis parallel to the spindle.
Axes Designation in vertical machining
centers is as shown below:
3. Universal machining centre (UMC):
These machines are
the machines which has 5 or more axis. It has a work head that swivels its
spindle axis to any angle between horizontal and vertical making this a very
flexible machine tool. The complex parts
like Aerofoil shapes, curvilinear geometries can be machined using these
universal machining centers. These machines works on the swivels spindle axis
which is called pivot point. Most of these machines are used for finishing of
parts due to achieving of high accuracy.
Advantages of machining centers:
·
Reduced setups which gains the time and saves
the machining cost.
·
Reduced part handling by the operator, due to
reduced setups.
·
The parts utilize the same fixture throughout
their processing which Increases the accuracy and repeatability.
·
Faster process and faster delivery of parts in
small lot sizes.
Disadvantages of machining centers:
·
These machines are more expensive compared to other
conventional machines.
·
Need highly skilled and trained labors to
operate these machines.
·
Needs software’s for DNC, Simulation and CAM
programming, which makes the cost higher to use these machines.
Features of CNC machining centers:
Usually the CNC machining centers are designed with many features
to reduce non productive time. Some of the features are:
1.
Automatic tool changer (ATC).
2.
Automatic work part positioned.
3.
Automatic pallet changer.
1. Automatic tool changer (ATC):
The Cutting tools are stored in the storage
unit called the “tool magazine” which is integrated with the machine tool and
named with the tool numbers. When a tool number is called by the tool number
the magazine rotates to the proper position and an automatic tool changer (ATC)
with the program control, exchanges the tool in the spindle for the tool in the
tool storage unit. The Capacities of tool magazine commonly range from 16 to 80
cutting tools. These Automatic tool changes save the manual tool changing and
the big save on the cycle time or the operation time.
2. Automatic work part positioned:
Automatic work part positioning acts as
rotary axis rotating the part and give access to the cutting to machine, many
horizontal and vertical machining centers have the capability to orient the
work part relative to the spindle. The table can be oriented at any angle about
a vertical axis to permit the cutting tool to access almost the entire surface
of the part in a single setup. These automatic work part positions are
programmed by the programmer. The positioning of the rotation is very important
the tool need to move to safety plane when there is a big rotation in the
rapid. With these features we can reduce the number of setups and save huge
time and gain increase in productivity.
3. Automatic pallet changer:
Recent modern Machining centers are equipped
with two (or more) separate pallets that can be changed using an automatic
pallet changer. While machining is performed with one pallet in position at the
machine, the other pallet is in a safe location out of the machine. The
operator can unload the finished part and then fixture the raw work part for
next cycle with the pallet outside the machine. Using these automatic pallet
changers the time of loading and unloading the part can be saved and the
machine will be loaded continuously. These featured machines are very helpful in
mass production activity.
Enjoy learning CNC Programming.


















